日本語
日本語 English
English 简体中文
简体中文We have talked about how high resolution, high-speed metrology cameras can improve accuracy and throughput for process control systems used in semiconductor and electronics inspection. BUT, this is only true if the cameras provide the necessary image quality and deliver this image quality consistently at the full frame rate.
So what are some specific systems where high image quality* combined with a high frame rate are required for a performance leap?
There are of course many (also outside of the electronics industry such as in healthcare), but let’s look at a couple to get an idea.
*The camera parameters that can be used to describe high image quality are dynamic range, sensitivity, linearity, no defect pixels, among others.
DARK FIELD & BRIGHT FIELD MICROSCOPY:
In many high-end inspection and metrology systems, microscopy is a common optical set-up to acquire the images and two illumination techniques are frequently used: dark field and bright field illumination. Bright field means the microscope and camera look at the reflection of light on the object that is examined. Dark field means the microscope and camera look at the scattering of light on the object that is examined. Scattered light is typically used to inspect small features and look for cracks and defects that are not otherwise visible.
This means that high dynamic range, limited defect pixels, and linearity (and more) are all required to get accurate information from the entire image area. Of course the image sensor determines some of the performance, but the camera manufacturer can tune the sensor to optimize the camera accuracy parameters. Because these systems are used in-line for manufacturing, this all must be possible at fast throughput rates which is supported by the combination of high resolution (fewer movements) and fast frame rates.
STRUCTURED ILLUMINATION PROFILING (Phase-shifting):
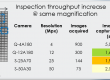
Structured illumination profiling includes measurement methods using structured light patterns to extract 3D surface profiles. There are various ways to use structured light patterns, but one of the common approaches in the semiconductor industry is phase-shift measurements. With phase-shift measurements, a moving pattern is used to extract a phase-map image from the object. This phase-map can be translated into a height measurement map through triangulation.
Stability over time and temperature is important when relying on information extracted from several images. Uncontrolled variations in pixel grey values from image to image limit the accuracy. Careful camera design can ensure that image
uniformity is maintained over time. Because multiple images are used per measurement, faster image acquisition has a bit impact on throughput.
In general with process control systems, there needs to be no variations between images and cameras
Variations in the image should be smaller than the variations one is trying to measure!
The variations identified cannot come from the camera or cameras. Cameras with consistent performance reduce the metrology variability and serves to better determine the process discrepancy. With both consistent images and camera-to-camera consistency (when multiple cameras are used per measurement or multiple tools are used per process line), any changes detected can be determined as process deviations, allowing root cause analysis to take corrective action.

Image-to-image consistency is maintained through a robust camera design as well as embedded functions mentioned above. Camera-to-camera consistency is achieved through detailed sensor mounting and alignment processes as well as rigorous, individualized assembly and test procedure process so that mechanical and electrical adjustments and calibrations can be made.
Image sensor optimization, precise sensor alignment and specialized verification procedures are all measures that would be taken with metrology cameras, but may not be done with most mainstream cameras. These extra steps are done to provide the performance leaps required in new technology nodes as well as eliminate workarounds and adjustments.